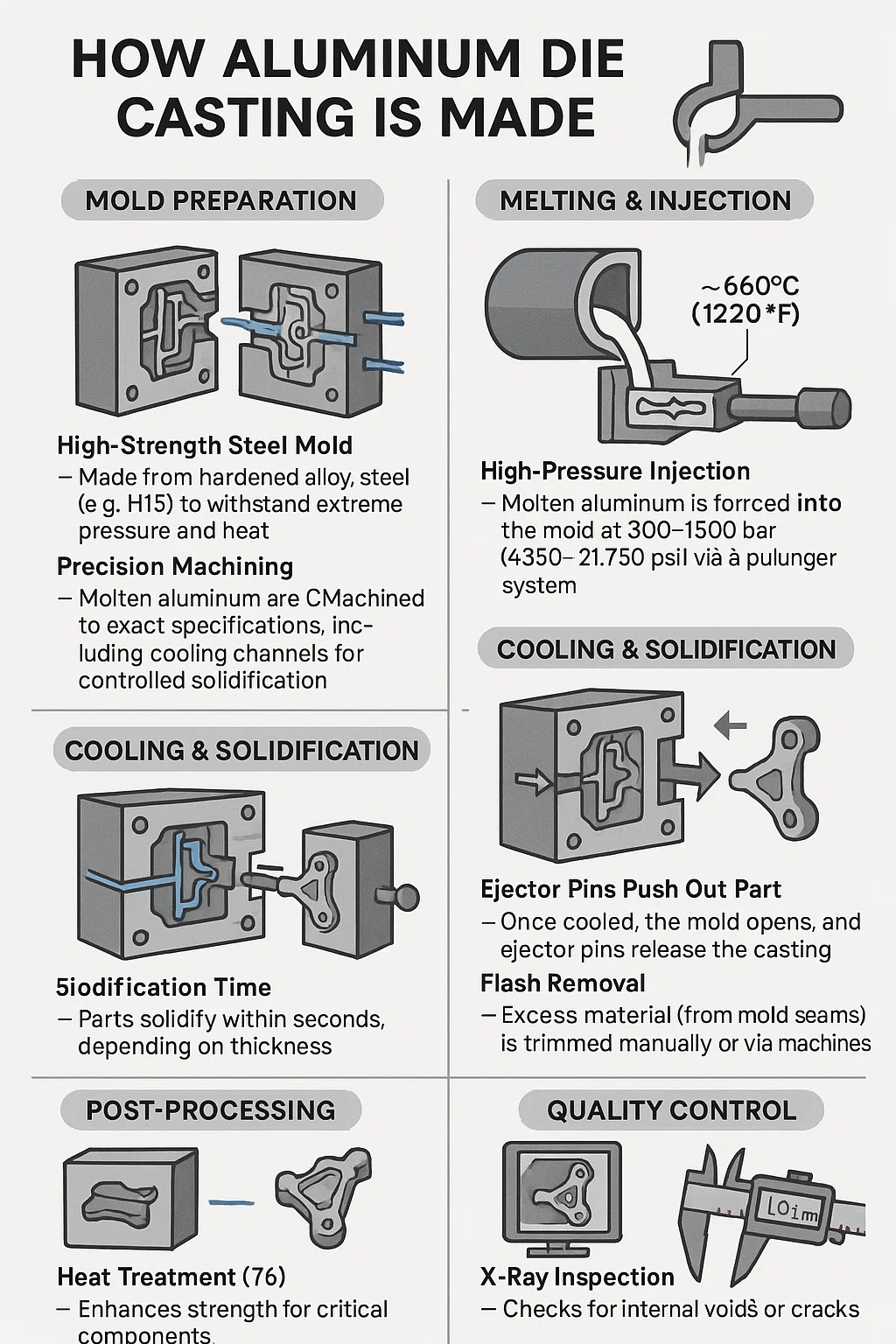
어떻게 알루미늄 다이 캐스팅 만들어졌습니다
1. 금형 준비
고강도 강철 금형-강화 된 합금강 (예 : H13)으로 만든 압력과 열을 견딜 수 있습니다.
정밀 가공-금형 공동은 제어 된 고정화를위한 냉각 채널을 포함하여 정확한 사양으로 CNC를 돌입합니다.
2. 용융 및 주입
알루미늄 합금 용융 - 특수 합금 (A380 또는 ADC12)은 용광로에서 ~ 660 ° C (1220 ° F)에서 용융됩니다.
고압 주입-용융 알루미늄은 플런저 시스템을 통해 300–1500 bar (4350–21,750 psi)에서 금형으로 강제됩니다.
3. 냉각 및 응고
빠른 냉각 - 금형의 워터 채널은 균일 한 냉각을 보장하여 뒤틀림을 방지합니다.
응고 시간 - 부품은 두께에 따라 몇 초 안에 굳어집니다.
4. 배출 및 트리밍
이젝터 핀은 부분을 밀어 내면 - 일단 냉각되면 금형이 열리고 이젝터 핀이 주조를 방출합니다.
플래시 제거 - 과잉 재료 (금형 이음새에서)는 수동으로 또는 기계를 통해 트리밍됩니다.
5. 후 처리
열처리 (T6) - 중요한 구성 요소의 강도를 향상시킵니다.
표면 마감 - 샌드 블라스팅, 연마 또는 부식성을위한 양극 화.
6. 품질 관리
X- 선 검사-내부 공극 또는 균열을 점검합니다.
치수 테스트 - 부품이 타이트한 공차 (± 0.1mm)를 충족하도록합니다.
주요 도전 및 수정
| 문제 | 원인 | 해결책 |
| 다공성 | 갇힌 공기/가스 | 진공 보조 캐스팅 |
| 뒤틀림 | 고르지 않은 냉각 | 최적화 된 금형 냉각 채널 |
| 고집 | 알루미늄 결합에 곰팡이 | 고급 금형 코팅 (예 : 주석) |