다이캐스팅의 두 가지 기본 방법: 핫 챔버와 콜드 챔버
다이캐스팅의 두 가지 기본 방법은 다음과 같습니다. 핫 챔버 다이 캐스팅 그리고 콜드 챔버 다이 캐스팅 . 이 두 공정은 정밀하고 반복 가능한 부품을 생산하기 위해 고압 하에서 용융 금속을 경화된 강철 다이에 밀어넣는 동일한 기본 목표를 공유하지만 금속이 용융되고, 처리되고, 주입되는 방식은 크게 다릅니다. 합금이나 부품 형상에 대해 잘못된 방법을 선택하면 충진 불량, 과도한 다공성, 조기 다이 마모 및 고비용의 폐기율이 발생할 수 있습니다. 이 두 가지 방법을 구분하는 것이 무엇인지 이해하는 것이 심각한 다이 캐스팅 결정의 출발점입니다.
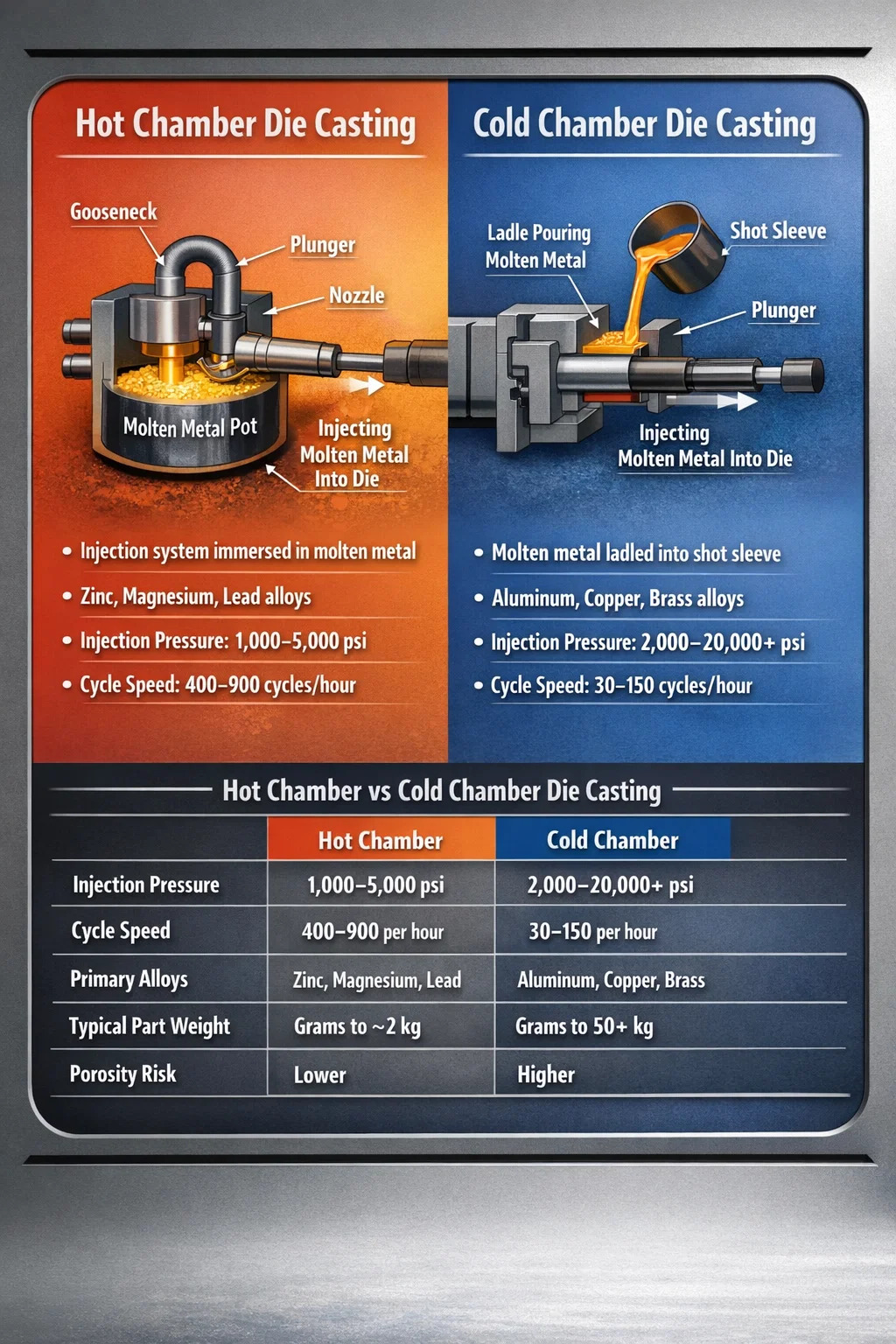
핫 챔버에서 다이캐스팅 , 주입 메커니즘은 용융 금속 욕조에 직접 잠겨 있습니다. 기계는 자동으로 금속을 실린더 안으로 끌어들여 연속적이고 빠른 주기로 다이에 주입합니다. 콜드 챔버 다이 캐스팅에서는 금속을 별도의 용광로에서 녹인 다음 각 사출 사이클 전에 수동 또는 자동으로 샷 슬리브에 넣습니다. 각 방법에는 잘 처리할 수 있는 특정 합금, 작동하는 특정 압력 범위, 경제적으로 합리적인 특정 생산량이 있습니다.
핫 챔버 다이 캐스팅: 공정 작동 방식
구즈넥 주조라고도 불리는 핫 챔버 다이 캐스팅은 주입 시스템을 용융 금속 포트에 영구적으로 담가두는 방식입니다. 핵심 구성 요소는 구즈넥 모양의 금속 채널, 플런저 및 다이에 직접 장착되는 노즐입니다. 플런저가 수축되면 용융 금속이 포트를 통해 구즈넥으로 흘러 들어갑니다. 플런저가 전진하면 포트를 밀봉하고 일반적으로 다음과 같은 압력으로 금속을 노즐을 통해 다이 캐비티 안으로 밀어 넣습니다. 1,000~5,000psi(7~35MPa) .
금속은 샷 사이에 가열된 시스템을 떠나지 않기 때문에 사이클이 매우 빠릅니다. 핫 챔버 머신은 일상적으로 다음과 같은 목표를 달성합니다. 시간당 400~900사이클 소형 부품용으로 전기 커넥터, 기화기 하우징, 잠금 하드웨어, 장난감 부품과 같은 부품의 대량 생산에 매우 적합합니다. 별도의 래들링 단계를 제거하면 사이클 시간과 샷 간 온도 변화 위험이 모두 줄어듭니다.
핫 챔버 주조와 호환되는 합금
핫 챔버 다이캐스팅은 주입 시스템의 철 및 강철 구성 요소를 공격하거나 용해하지 않는 저융점 합금으로 제한됩니다. 가장 일반적인 재료는 다음과 같습니다.
- 아연 합금(Zamak 2, 3, 5, 7) — 가장 널리 사용되며 융점은 약 380~420°C입니다.
- 마그네슘 합금(AZ91D, AM60) - 특수 기계 설계를 갖춘 핫 챔버 시스템에서 점점 더 많이 사용됩니다.
- 납 및 주석 합금 - 특수 소량 응용 분야에 사용됩니다.
알루미늄, 구리, 황동은 핫 챔버 머신에서 가공할 수 없습니다. 더 높은 용융 온도(알루미늄은 약 660°C, 황동은 약 900°C)는 구즈넥과 플런저의 철 기반 구성 요소를 빠르게 용해시켜 작동 시간 내에 기계를 파괴하고 용융물을 오염시킵니다.
고온 챔버 작업의 기계 톤수 및 부품 크기
핫 챔버 머신은 일반적으로 다음과 같은 클램핑력으로 사용할 수 있습니다. 5톤 미만 ~ 최대 약 900톤 그러나 대부분의 핫 챔버 작업은 5~400톤 범위의 기계에서 수행됩니다. 아연 주조의 부품 중량은 일반적으로 몇 그램에서 최대 약 2kg에 달하지만 더 큰 기계에서는 더 무거운 부품도 가능합니다. 아연으로 달성할 수 있는 얇은 벽(정밀 툴링에서 일반적으로 0.5mm까지)으로 인해 핫 챔버 주조는 소형화되고 상세한 부품을 위한 공정으로 사용됩니다.
콜드 챔버 다이 캐스팅: 공정 작동 방식
콜드 챔버 다이캐스팅은 용융로를 주입 시스템에서 완전히 분리합니다. 금속은 외부 보유 용광로에서 녹은 다음 수동 레이들, 자동 레이들 또는 전자기 펌프를 통해 수평 또는 수직 샷 슬리브로 옮겨집니다. 정확한 양의 금속이 슬리브에 들어가면 주입 플런저가 전진하여 핫 챔버 장비보다 훨씬 높은 압력으로 금속을 다이 안으로 밀어 넣습니다. 일반적으로 2,000~20,000psi(14~140MPa) , 얇은 벽 알루미늄 부품의 경우 해당 범위를 초과하는 일부 고압 작업이 있습니다.
기계에서 퍼니스가 분리된다는 것은 주입 구성품이 용융 금속에 지속적으로 노출되지 않는다는 것을 의미합니다. 그들은 샷의 짧은 순간에만 노출되므로 뜨거운 챔버 시스템을 파괴할 수 있는 금속을 사용할 수 있습니다. 단점은 사이클 시간이 더 느리다는 것입니다. 대부분의 저온 챔버 작업은 다음 온도에서 실행됩니다. 시간당 30~150발 부품 중량, 벽 두께, 합금에 따라 달라지며 주의 깊게 제어하지 않으면 온도 변화가 발생할 수 있는 추가 공정 단계도 있습니다.
콜드 챔버 다이 캐스팅에 사용되는 합금
콜드 챔버 다이캐스팅은 다음을 포함하여 용융 온도가 더 높은 광범위한 합금을 처리합니다.
- 알루미늄 합금 (A380, A383, A360, ADC12) — 자동차, 항공우주 및 가전제품에 사용되는 저온 챔버 작업의 주요 재료
- 구리 합금 및 황동 - 내식성과 강도가 중요한 배관 부품, 전기 커넥터 및 해양 하드웨어에 사용됩니다.
- 마그네슘 합금 (AZ91D, AM50) — 대형 구조 부품의 저온 챔버에서 점점 더 보편화되고 있지만 마그네슘은 고온 챔버 시스템에서도 처리 가능합니다.
- 실리콘 톰박 및 특수 구리 기반 합금 — 틈새 정밀 응용 분야에 사용됩니다.
알루미늄 합금 A380은 세계에서 가장 널리 사용되는 다이캐스팅 합금이며 사실상 모두 콜드 챔버 기계를 통해 가공됩니다. 주조성, 기계적 강도(약 317 MPa의 인장 강도), 내식성 및 비용의 탁월한 조합을 제공하므로 자동차 구조용 주조, 방열판 및 모터 하우징을 압도합니다.
기계 톤수 및 부품 규모
저온 챔버 기계는 고온 챔버 장비보다 규모가 상당히 큽니다. 클램핑 힘은 주변에서 다양합니다. 150톤 ~ 6,000톤 이상 현재 자동차 기가캐스팅 응용 분야에 사용되는 메가 캐스팅 기계용입니다. 한 자동차 제조업체에서 사용하는 4,000톤의 콜드 챔버 프레스는 차량의 후면 하부 부분 전체(70개 이상의 스탬핑 및 용접 강철 부품을 대체하는 단일 알루미늄 주물)를 한 번에 생산할 수 있습니다. Tesla는 Giga Press 기술을 통해 이 접근 방식을 대중화했으며 이후 전 세계 여러 OEM이 이 접근 방식을 채택했습니다.
직접 비교: 핫 챔버와 콜드 챔버 다이 캐스팅
아래 표에는 생산 계획에서 가장 중요한 매개변수 전반에 걸쳐 두 가지 다이캐스팅 방법 간의 중요한 차이점이 요약되어 있습니다.
| 매개변수 | 핫 챔버 | 콜드 챔버 |
|---|---|---|
| 사출압력 | 1,000~5,000psi | 2,000~20,000psi |
| 사이클 속도 | 400~900사이클/시간 | 30~150사이클/시간 |
| 1차 합금 | 아연, 마그네슘, 납 | 알루미늄, 구리, 황동, 마그네슘 |
| 기계 톤수 범위 | 5~900톤 | 150~6,000톤 |
| 기계에 금속 온도 노출 | 연속 | 샷당만 |
| 일반적인 부품 중량 | 그램 ~ 2kg | 그램에서 50kg까지 |
| 다공성 위험 | 낮음(공기 유입 기회 감소) | 높음(신중한 샷 프로필 제어 필요) |
| 툴링 비용 | 낮음~보통 | 보통에서 높음 |
두 가지 방법의 다이 설계 고려 사항
용융 금속을 강제로 밀어넣는 경화된 H13 공구강 금형인 다이 자체는 개념적으로 두 공정에서 유사하지만 엔지니어링 요구 사항은 관련 압력과 적용되는 열 부하에 따라 다릅니다.
게이트 설계 및 러너 시스템
핫 챔버에서 dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30~50m/s .
알루미늄용 콜드 챔버 다이에는 주조 온도에서 알루미늄의 높은 점도와 충전 중 조기 응고 위험을 관리하기 위해 세심한 러너 형상이 필요합니다. 알루미늄의 게이트 속도는 일반적으로 목표입니다. 40~60m/s , 그리고 샷 프로필(느린 위상, 빠른 위상 및 강화 압력)은 알루미늄 주조의 다공성의 주요 동인인 난류 충진을 방지하기 위해 정밀하게 프로그래밍되어야 합니다.
열 관리 및 다이 수명
두 유형의 다이 모두 열을 관리하기 위해 내부 물 또는 오일 냉각 채널에 의존하지만, 콜드 챔버 알루미늄 다이는 알루미늄 용융물(주조 시 ~680°C)과 다이 표면 온도(일반적으로 180~260°C로 유지) 사이의 더 큰 온도 차이로 인해 더 높은 열 충격에 직면합니다. 이러한 열 순환은 결국 다이 표면 품질을 저하시키는 미세한 표면 균열 네트워크인 열 검사의 주요 동인입니다. 알루미늄용 콜드 챔버 H13 다이의 수명은 일반적으로 100,000~300,000장 , 뜨거운 챔버 아연 다이는 다음으로 실행될 수 있습니다. 1백만 장 이상 상당한 재작업이 필요하기 전에
다공성: 두 방법 모두의 주요 품질 문제
다공성(갇힌 가스 또는 수축으로 인해 발생하는 주물 내부의 공극)은 어떤 방법을 사용하든 다이캐스팅의 주요 결함 문제이지만 원인과 해결 방법은 고온 챔버 공정과 저온 챔버 공정에 따라 다릅니다.
핫 챔버에서 die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
콜드 챔버 다이캐스팅에서 오픈 샷 슬리브는 공기 연행의 주요 원인입니다. 플런저가 전진하면서 슬리브에 들어 있는 공기 슬러그를 금속 앞으로 밀어내야 합니다. 적절한 슬로우샷 속도 — 일반적으로 0.1~0.5m/s 첫 번째 단계에서 - 빠른 주입이 시작되기 전에 금속 파동이 형성되어 공기가 오버플로 웰과 통풍구로 밀려나도록 합니다. 플런저 이동 거리가 몇 밀리미터라도 이 전환 지점이 잘못되면 완성된 부품의 다공성 수준이 10~20% 더 높아질 수 있습니다. 사출 전에 다이 캐비티와 샷 슬리브를 비우는 진공 보조 다이캐스팅은 콜드 챔버 알루미늄 부품의 다공성을 열처리 및 구조적 용접이 가능한 수준으로 줄일 수 있습니다. 이는 기존 주조 알루미늄 다이캐스팅으로는 불가능한 기능입니다.
핫 챔버 다이 캐스팅을 선택해야 하는 경우
핫 챔버 다이캐스팅은 다음 조건이 적용될 때 올바른 선택입니다.
- 부품 재질은 아연, 마그네슘 또는 구즈넥 시스템과 호환되는 기타 저융점 합금입니다.
- 생산량이 높습니다. 일반적으로 툴링 투자를 정당화하기 위해 연간 50,000~100,000개 이상의 부품을 생산합니다.
- 부품 중량은 상대적으로 낮으며 일반적으로 아연의 경우 1~2kg 미만입니다.
- 치수 정밀도가 중요합니다. 아연 다이캐스팅은 2차 가공 없이 중요한 형상에 대해 일상적으로 ±0.05mm의 공차를 달성합니다.
- 얇은 벽이 필요합니다. 최적화된 툴링을 통해 아연을 0.5mm 미만의 벽 두께로 주조할 수 있습니다.
- 표면 마감 품질이 최우선입니다. 아연 주조는 광범위한 준비 없이 직접 도금 또는 페인팅에 적합한 우수한 주조 표면을 갖습니다.
핫 챔버 다이 캐스팅을 사용하는 일반적인 산업에는 가전 제품(커넥터, 브래킷, 힌지), 자동차(자물쇠 본체, 연료 시스템 부품, 센서 하우징), 하드웨어(문 손잡이, 가구 부속품), 장난감 및 신기한 품목이 포함됩니다.
콜드 챔버 다이 캐스팅을 선택해야 하는 경우
콜드 챔버 다이캐스팅은 다음과 같은 경우에 적합한 공정입니다.
- 합금이 알루미늄, 구리, 황동 또는 핫 챔버 장비와 호환되지 않는 고융점 재료입니다.
- 부품 크기와 무게가 핫 챔버 장비의 실제 한계를 초과함
- 구조적 성능이 필요합니다. 알루미늄 다이캐스팅은 내하중 응용 분야에서 아연보다 훨씬 우수한 무게 대비 강도 비율을 제공합니다.
- 열악한 환경에서 부식 방지가 필요합니다. 알루미늄의 천연 산화물 층은 일부 환경에서 아연 합금이 코팅 없이는 따라올 수 없는 보호 기능을 제공합니다.
- 가벼운 무게와 구조적 무결성이 결합되어 더 높은 툴링 및 기계 비용을 정당화하는 자동차 파워트레인, 항공우주 브래킷 또는 산업 장비에 적용됩니다.
주요 저온 챔버 다이 캐스팅 응용 분야에는 자동차 변속기 하우징, 엔진 블록, 전기 자동차 배터리 인클로저, 컴퓨터 서버 섀시, 유압 밸브 본체 및 해양 선외 모터 구성 요소가 포함됩니다. 전 세계 알루미늄 다이캐스팅 시장 규모만 해도 100만 달러 이상으로 평가되었습니다. 2023년에는 500억 달러 규모 , 현대 제조 분야에서 콜드 챔버 알루미늄 주조의 지배력을 반영합니다.
비용 구조: 툴링, 기계 시간 및 부품별 경제성
다이캐스팅의 경제성은 어떤 방법을 사용하느냐에 크게 좌우됩니다. 두 공정의 비용 프로필이 매우 다르기 때문입니다.
툴링 비용
다이캐스팅 툴링은 방법에 관계없이 비용이 많이 듭니다. 그 이유는 다이가 열적으로 까다로운 환경에서 수백만 번의 압력 주기를 견뎌야 하기 때문입니다. 적당히 복잡한 부품을 위한 핫 챔버 아연 다이는 일반적으로 $15,000 및 $80,000 . 비슷한 복잡성을 지닌 콜드 챔버 알루미늄 다이는 비용이 더 많이 듭니다. $30,000 - $150,000 이상 — 사출 압력이 높을수록 더 견고한 다이 구성과 더 복잡한 냉각 회로 엔지니어링이 필요하기 때문입니다. 자동차 응용 분야를 위한 대형 구조용 콜드 챔버 다이는 다음과 같이 실행할 수 있습니다. $500,000 이상 .
부품당 비용 및 손익분기점 수량
다이캐스팅은 고정 비용(공구, 설정)이 높고 부품당 가변 비용(금속, 기계 시간, 인건비)이 상대적으로 낮기 때문에 두 방법 모두 대량 생산 시 가장 경제적입니다. 다이 캐스팅이 사형 주조, 인베스트먼트 주조 또는 빌렛 가공과 같은 대안보다 저렴해지는 손익분기점은 부품 복잡성에 따라 다르지만 일반적으로 중간 지점에 도달합니다. 부품 10,000개 및 50,000개 핫 챔버용 아연 및 부품 20,000개 및 100,000개 부품 크기 및 기능 복잡성에 따라 콜드 챔버 알루미늄의 경우.
재료비는 또 다른 차별화 요소입니다. 아연 합금(Zamak 3) 비용은 대략적입니다. kg당 $2.00~$2.50 일반적인 산업 계약 가격으로. 알루미늄 합금 A380은 다음에 더 가깝습니다. kg당 $2.50~$3.50 그러나 알루미늄의 낮은 밀도(2.7g/cm3 대 아연의 6.6g/cm3)는 주어진 부품 부피에 대해 알루미늄 주물이 무게 기준으로 훨씬 적은 양의 금속을 사용하여 가격 차이를 부분적으로 상쇄한다는 것을 의미합니다.
2개 코어 다이캐스팅 방법의 새로운 변형
고온 챔버와 저온 챔버가 두 가지 기본 다이 캐스팅 방법으로 남아 있지만, 각각의 특정 한계를 해결하기 위해 여러 공정 변형이 개발되었습니다.
진공 다이 캐스팅
두 방법 모두에 적용되지만 특히 저온 챔버 알루미늄에 중요한 진공 다이캐스팅은 사출 전에 다이 캐비티와 샷 슬리브를 비우고 가스 다공성을 T5 및 T6 열처리가 가능한 수준으로 줄입니다. 이로 인해 구조용 알루미늄 주물을 용접할 수 있으며 자동차 충돌 구조 및 서스펜션 부품과 같이 안전이 중요한 응용 분야에 적합합니다. 진공 보조 저온 챔버 기계는 비용과 복잡성을 추가하지만 다음과 같은 방법으로 폐기율을 줄일 수 있습니다. 30~50% 다공성에 민감한 응용 분야에서.
반고체 다이 캐스팅(Thixocasting 및 Rheocasting)
반고체 금속 주조 공정(틱소캐스팅 및 레오캐스팅)은 금속을 완전히 용융되지 않은 반고체 슬러리 상태로 주입합니다. 이는 금속이 완전 액체 금속과 같은 방식으로 용존 가스를 운반하지 않고 비난류 충전 패턴이 훨씬 적은 양의 공기를 가두기 때문에 다공성을 극적으로 감소시킵니다. 반고체 공정은 콜드 챔버 기계 플랫폼을 중심으로 구축되지만 수정된 샷 프로파일과 특수 빌렛 준비를 사용합니다. 그 결과 단조 부품에 가까운 기계적 특성을 지닌 주조물이 탄생했습니다. Rheocast 알루미늄 A356 부품은 위의 인장 강도를 달성합니다. 10% 이상의 신율로 310MPa — 기존의 콜드 챔버 A380 주물보다 훨씬 우수합니다.
스퀴즈 캐스팅
스퀴즈 캐스팅(때때로 세 번째 다이 캐스팅 카테고리로 분류됨)은 다이 캐스팅과 단조 원리를 결합합니다. 개방된 금형에 금속을 부은 다음 펀치로 다음과 같은 압력을 가합니다. 50~150MPa 금속이 응고되면서 수축 다공성이 완전히 제거됩니다. 이 공정은 저온 챔버 기계 플랫폼을 사용하고 다공성이 거의 0에 가깝고 기계적 특성이 우수한 부품을 생산하지만 기존 저온 챔버 주조보다 속도가 느리고 비용이 더 많이 듭니다. 항공우주 부품, 자동차 브레이크 캘리퍼 및 기타 고응력 응용 분야에 사용됩니다.
부품에 적합한 다이 캐스팅 방법을 선택하는 방법
대부분의 설계에서 합금은 협상 불가능하기 때문에 올바른 다이캐스팅 공정을 선택하는 것은 합금부터 시작됩니다. 엔지니어링 요구 사항에 무게, 강도 또는 열 성능 등의 이유로 알루미늄이 필요한 경우 콜드 챔버는 다이 캐스팅에서 유일하게 실용적인 옵션입니다. 정밀도, 얇은 벽 성능 및 도금 호환성으로 인해 아연이 허용되거나 선호되는 경우 핫 챔버가 더 빠르고 저렴한 경로가 됩니다.
합금 선택 후 다음 질문은 결정 범위를 좁히는 데 도움이 됩니다.
- 연간 거래량은 얼마입니까? 두 가지 방법 모두 경제적이려면 부피가 필요하지만, 콜드 챔버 알루미늄은 더 높은 툴링 비용을 상쇄하기 위해 더 많은 부피가 필요합니다.
- 부품의 무게와 예상 샷 무게는 얼마입니까? 아연이 2kg을 초과하는 부품은 일반적이지 않습니다. 5kg이 넘는 알루미늄 부품에는 매우 큰 저온 챔버 기계가 필요할 수 있습니다.
- 다공성에 민감한 특징이 있습니까? 용접될 압력 밀폐 유압 통로 또는 구조 노드에는 진공 보조 저온 챔버 또는 반고체 처리가 필요합니다.
- 어떤 표면 마감이 필요합니까? 아연 핫 챔버 주물은 직접 전기도금을 허용합니다. 알루미늄 콜드 챔버 주물은 일반적으로 분말 코팅, 양극 처리 또는 노출된 상태로 유지됩니다.
- 운영 환경은 무엇입니까? 150°C 이상의 온도가 상승하면 강도 손실로 인해 아연 합금이 부적격 처리됩니다. 알루미늄은 합금에 따라 200~250°C까지 잘 작동합니다.
툴링이 확정되기 전 설계 단계에서 다이캐스팅 주조소와 함께 이러한 질문을 해결하는 것이 귀하의 응용 분야에 적합한 프로세스에 도달하는 가장 신뢰할 수 있는 방법입니다. 숙련된 다이캐스팅 엔지니어의 DFM(제조를 위한 설계) 검토를 통해 특정 부품 형상에 대해 가장 낮은 스크랩 비율과 가장 긴 다이 수명을 제공하는 기계 유형 및 사출 방법에 영향을 미치는 구배 각도, 벽 두께 변화 및 분할선 위치를 식별할 수 있습니다.